Гибка — формообразование листовой детали без удаления материала. Лист зажимается между пуансоном и матрицей листогибочного пресса и изгибается на заданный угол. Из гнутых деталей собираются кожуха, корпуса, короба, лотки, элементы вентиляции, фасадные панели и тысячи других изделий. Экспертный обзор: оборудование, расчёт развёртки, минимальные радиусы, допуски.
Принцип гибки
При гибке наружные слои металла растягиваются, внутренние — сжимаются. Между ними проходит нейтральная линия, длина которой не меняется. Знание положения нейтральной линии — ключ к точному расчёту развёртки (плоской заготовки, из которой получится гнутая деталь).
Оборудование
Листогибочные прессы (гибочные прессы)
Основной тип оборудования. Верхняя балка (ползун) с пуансоном опускается на лист, лежащий на матрице (нижняя балка). Классификация:
- По приводу: гидравлические (наиболее распространённые, усилие 40–3000+ тонн), электромеханические (сервоприводные — точнее и быстрее, но дороже), ручные (для тонкого металла до 1,5 мм, усилие до 10 тонн).
- По ЧПУ: с ЧПУ (CNC) — программирование угла, последовательности, заднего упора. 2–6 осей (Y1, Y2 — ход ползуна; X, R — задний упор; Z1, Z2 — боковые упоры). Без ЧПУ — ручная настройка.
- По длине: 1000–6000+ мм. Стандартные — 2500 мм (для листа 1250 мм) и 4000 мм (для листа 2000 мм).
Производители: Amada (Япония), TRUMPF (Германия), Bystronic (Швейцария), Durma (Турция), китайские Accurl, Nanjing Harsle — активно поставляются в Беларусь. Цены: от 10 000 EUR (ручные) до 300 000+ EUR (CNC гидравлические 250 тонн, 4000 мм).
Вальцы (листогибочные машины)
Для изготовления цилиндрических и конических обечаек. Лист прокатывается между тремя или четырьмя валками. Диаметр изделия — от 200 мм до нескольких метров. Для изготовления резервуаров, труб большого диаметра, ёмкостей.
Расчёт развёртки
Что такое развёртка
Развёртка — плоская заготовка, из которой после гибки получается деталь заданной формы. Длина развёртки = сумма прямых участков + длины изогнутых участков (по нейтральной линии).
Метод расчёта: коэффициент К (K-фактор)
K-фактор определяет положение нейтральной линии в толще листа: K = t/(R+s), где t — расстояние от внутренней поверхности до нейтральной линии, R — внутренний радиус гиба, s — толщина листа.
Типичные значения К:
- Для мягкой стали (08кп, DC01): K = 0,40–0,45
- Для стали средней прочности (Ст3, 09Г2С): K = 0,33–0,40
- Для нержавейки (AISI 304): K = 0,40–0,45
- Для алюминия: K = 0,33–0,38
Длина изогнутого участка: L_гиба = (π/180) × α × (R + K×s), где α — угол гиба (°).
Пример: лист 2 мм, Ст3, R=3 мм, угол 90°. K = 0,38. L_гиба = (π/180) × 90 × (3 + 0,38×2) = 1,5708 × 3,76 = 5,91 мм.
Метод расчёта: припуск на гиб (bend allowance)
В CAD-системах (SolidWorks, Компас, Inventor) развёртка рассчитывается автоматически по заданному К-фактору или таблице припусков. При моделировании детали из листового металла (Sheet Metal) система учитывает радиус, толщину и материал.
Минимальный радиус гиба
Если радиус слишком мал — наружные слои металла трескаются. Минимальный радиус зависит от: толщины листа, пластичности (относительного удлинения δ, %), направления волокон (вдоль прокатки — менее пластично, поперёк — более).
Ориентировочные минимальные радиусы (Rmin):
- Мягкая сталь (08кп, δ≥28%): Rmin = 0,5×s (для толщины s ≤ 3 мм)
- Ст3сп (δ≥21%): Rmin = 1,0×s
- 09Г2С (δ≥21%): Rmin = 1,0–1,5×s
- AISI 304 (δ≥40%): Rmin = 0,5×s
- Алюминий АМГ5 (δ≥15%): Rmin = 1,5–2,0×s
При гибке вдоль направления прокатки Rmin увеличивается в 1,5–2 раза. Рекомендация: располагайте линию гиба перпендикулярно направлению прокатки.
Допуски при гибке
- Допуск на угол: ±0,5–1,0° — для обычных прессов без ЧПУ; ±0,2–0,5° — для CNC-прессов. На точность влияет пружинение (springback) — при снятии нагрузки деталь «пружинит» на 1–5°. Компенсация: перегиб на величину пружинения (закладывается в программу ЧПУ).
- Допуск на длину: ±0,3–0,5 мм (CNC); ±0,5–1,0 мм (без ЧПУ).
- Плоскостность: ±1 мм на 1 м — для тонких листов (до 2 мм); ±0,5 мм — для толстых (>3 мм).
Типичные операции
- V-гибка — самая массовая. Пуансон вдавливает лист в V-образную матрицу. Раскрытие матрицы = 6–12 × толщина листа (оптимум — 8×s).
- П-гибка (швеллерная) — два изгиба за один ход. Для изготовления швеллерных и С-образных профилей.
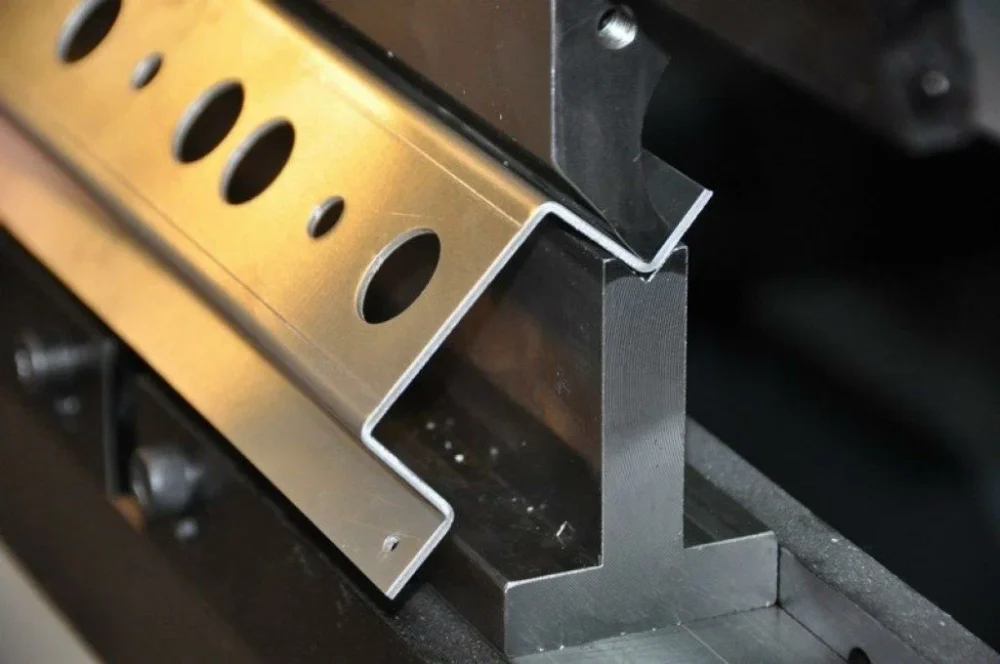
- Z-гибка — два разнонаправленных изгиба (ступенька).
- Закрытый гиб (подгибка) — угол >90° (острый гиб). Пуансон с прижимом «загибает» полку за 90°. Для фальцевых соединений.
- Радиусная гибка — изгиб по дуге большого радиуса (R > 5×s). Специальные пуансоны или многократная гибка с малым шагом.
Гибка в Беларуси
Услуги гибки листового металла оказывают десятки компаний, специализирующихся на металлообработке. Многие работают в связке с лазерной/плазменной резкой: «раскрой + гибка» — полный цикл изготовления деталей из листа. Крупные заводы (МАЗ, БЕЛАЗ, ЗМК) имеют собственные гибочные участки.
Ориентировочные цены: 1 гиб (длина до 2 м, лист до 3 мм) — 0,5–1,5 BYN. Сложные детали (5+ гибов) — по калькуляции. Минимальный заказ — от 300–500 BYN.
Советы технолога
- Проектируйте развёртку в CAD с правильным К-фактором — иначе деталь не совпадёт по размерам.
- Учитывайте пружинение — закладывайте компенсацию (особенно для нержавейки и пружинных сталей).
- Располагайте линию гиба перпендикулярно прокатке — снижает риск трещин.
- Не располагайте отверстия ближе 2×s от линии гиба — деформация «вытянет» отверстие.
- Для серийного производства — заказывайте пробный образец перед запуском партии.